Introduction
Tube bending is an important process in metal pipe fabrication. It allows manufacturers to create curved tube parts for furniture frames, automotive components, gym equipment, handrails, motorcycle parts, bicycle frames and customized metal structures.
However, tube bending is not only about bending a pipe to a certain angle. A good bending result depends on tube material, wall thickness, bending radius, tooling design, machine stability, clamping force and process control.
1. Tube Wrinkling
Tube wrinkling usually appears on the inner side of the bend. Common causes include a bending radius that is too small, thin tube wall thickness, insufficient internal support, incorrect tooling design, poor clamping or pressure control and unsuitable material for tight-radius bending. Proper bending radius, mandrel support, pressure dies and wiper dies can help control material flow.
2. Tube Cracking
Tube cracking usually happens on the outer side of the bend because this area is stretched. Causes include poor material ductility, small bending radius, unsuitable wall thickness, surface defects, incorrect bending speed and wrong tooling selection. Sample testing before mass production helps reduce risk.
3. Tube Flattening
Tube flattening means the tube loses its original round shape during bending. It affects both appearance and structural strength. Thin-wall tubes often require mandrel bending, matched bending dies and a stable bending head.
4. Springback
Springback means the tube slightly returns after bending, causing the final angle to differ from the programmed angle. CNC pipe bending machines can store programs and compensation values to improve repeatability in batch production.
5. Unstable Bending Angle
Unstable angle can affect assembly and final product quality. Causes include unstable machine structure, inconsistent clamping force, inaccurate feeding, unstable hydraulic or servo control, operator differences and material variation. CNC control is recommended for batch production.
6. Surface Scratches
Surface scratches are common when processing stainless steel, aluminum or decorative tubes. Tooling should be polished and cleaned regularly, and protective film or suitable lubrication can be used when appearance requirements are high.
7. Tube Deformation at the End
Tube-end deformation may occur when the bending position is too close to the tube end. Tube length, bending position and clamping allowance should be reviewed before production.
8. Poor Repeatability in Batch Production
Poor repeatability may result from manual operation differences, imprecise control, worn tooling, material variation or lack of standard production settings. Regular tooling inspection and machine maintenance help ensure stable production quality.
Why the Right Pipe Bending Machine Matters
Many tube bending problems are caused by choosing the wrong machine or using unsuitable tooling. A professional pipe bending solution should be selected according to tube diameter, wall thickness, material, tube shape, bending radius, bending angle, product drawing, production quantity and accuracy requirements.
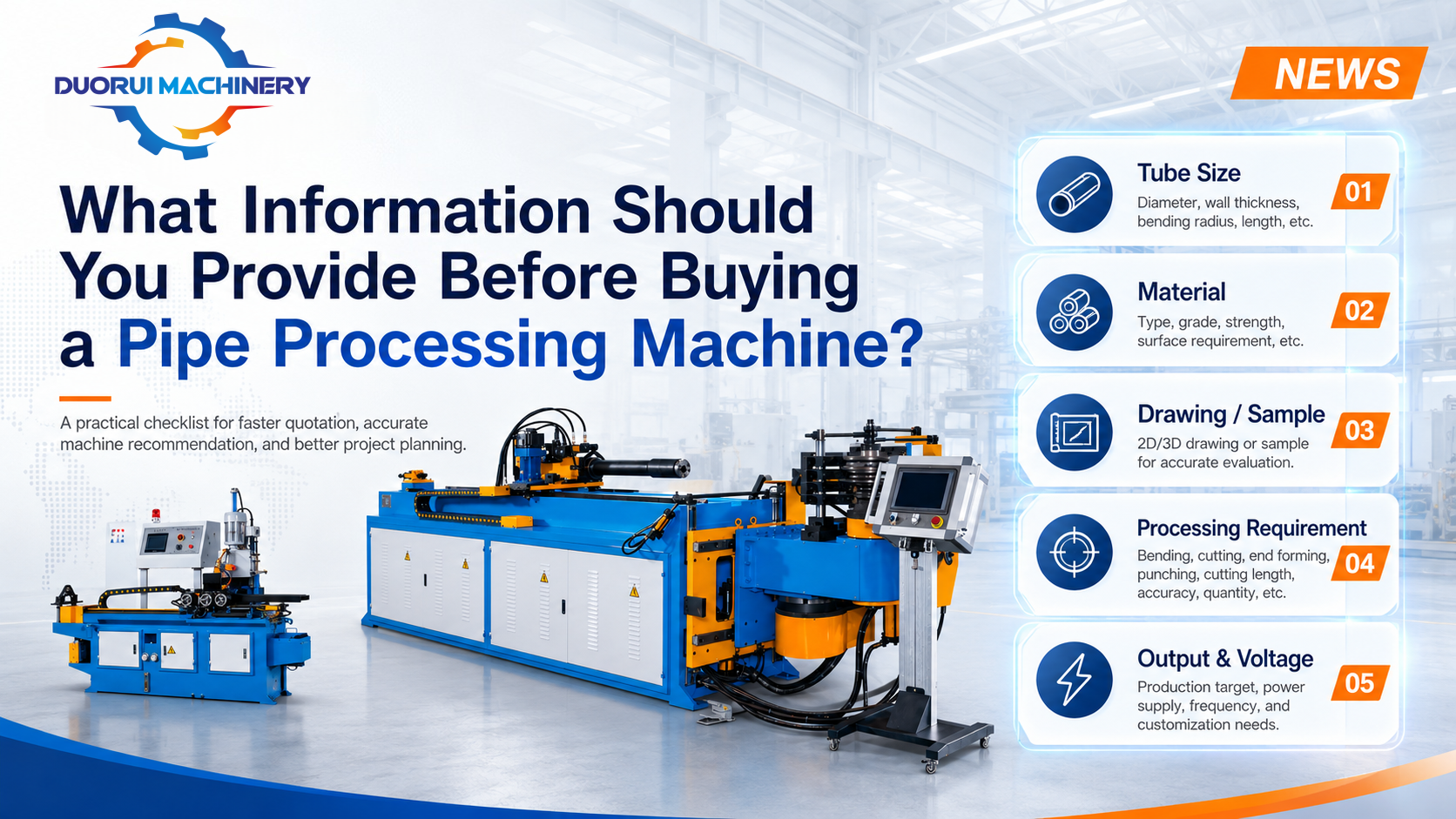
Buyer Information Checklist
Share tube size, material, bending requirement, product drawing or sample, production target and customization needs such as voltage, language, tooling, mandrel support, loading or unloading options and special requirements.
Conclusion
Tube bending problems such as wrinkling, cracking, flattening, springback, unstable angles, scratches and deformation can affect product quality and production efficiency. Most problems can be reduced by using the right machine, proper tooling, suitable bending radius, stable clamping, accurate control and professional process testing.
Tube bending is an important process in metal pipe fabrication. It allows manufacturers to create curved tube parts for furniture frames, automotive components, gym equipment, handrails, motorcycle parts, bicycle frames and customized metal structures.
However, tube bending is not only about bending a pipe to a certain angle. A good bending result depends on tube material, wall thickness, bending radius, tooling design, machine stability, clamping force and process control.
1. Tube Wrinkling
Tube wrinkling usually appears on the inner side of the bend. Common causes include a bending radius that is too small, thin tube wall thickness, insufficient internal support, incorrect tooling design, poor clamping or pressure control and unsuitable material for tight-radius bending. Proper bending radius, mandrel support, pressure dies and wiper dies can help control material flow.
2. Tube Cracking
Tube cracking usually happens on the outer side of the bend because this area is stretched. Causes include poor material ductility, small bending radius, unsuitable wall thickness, surface defects, incorrect bending speed and wrong tooling selection. Sample testing before mass production helps reduce risk.
3. Tube Flattening
Tube flattening means the tube loses its original round shape during bending. It affects both appearance and structural strength. Thin-wall tubes often require mandrel bending, matched bending dies and a stable bending head.
4. Springback
Springback means the tube slightly returns after bending, causing the final angle to differ from the programmed angle. CNC pipe bending machines can store programs and compensation values to improve repeatability in batch production.
5. Unstable Bending Angle
Unstable angle can affect assembly and final product quality. Causes include unstable machine structure, inconsistent clamping force, inaccurate feeding, unstable hydraulic or servo control, operator differences and material variation. CNC control is recommended for batch production.
6. Surface Scratches
Surface scratches are common when processing stainless steel, aluminum or decorative tubes. Tooling should be polished and cleaned regularly, and protective film or suitable lubrication can be used when appearance requirements are high.
7. Tube Deformation at the End
Tube-end deformation may occur when the bending position is too close to the tube end. Tube length, bending position and clamping allowance should be reviewed before production.
8. Poor Repeatability in Batch Production
Poor repeatability may result from manual operation differences, imprecise control, worn tooling, material variation or lack of standard production settings. Regular tooling inspection and machine maintenance help ensure stable production quality.
Why the Right Pipe Bending Machine Matters
Many tube bending problems are caused by choosing the wrong machine or using unsuitable tooling. A professional pipe bending solution should be selected according to tube diameter, wall thickness, material, tube shape, bending radius, bending angle, product drawing, production quantity and accuracy requirements.
Buyer Information Checklist
Share tube size, material, bending requirement, product drawing or sample, production target and customization needs such as voltage, language, tooling, mandrel support, loading or unloading options and special requirements.
Conclusion
Tube bending problems such as wrinkling, cracking, flattening, springback, unstable angles, scratches and deformation can affect product quality and production efficiency. Most problems can be reduced by using the right machine, proper tooling, suitable bending radius, stable clamping, accurate control and professional process testing.